在现代光学镜头的高精度装调领域,全自动设备虽日益普及,但手动装调因其无与伦比的灵活性和可控性,在定制化、小批量及高难度镜头的生产中仍占据核心地位。手动装调的精髓在于 “仪器测偏差+人工微调整” ,依托中心偏差测量仪提供的实时、精准数据,将传统依赖于老师傅“手感”的经验操作,转化为可量化、可复现的科学工艺,通过仪器测偏差+人工微调整结合实现定心误差 ≤1μm 的卓越精度。以下是兼顾精准与灵活的手动装调完整流程。
前期准备:奠定精准的基石
1、设备选型
选型:根据镜头尺寸选用配备高精度手动调整台的测量仪(如 OptiCentric® Compact 系列),并根据镜片曲率半径选择合适的测量物镜,根据镜筒尺寸选用合适的调整台
2、样品与工具准备
清洁:使用无尘布与专用清洁剂,彻底清除镜片与镜筒上的所有污渍、指纹和微粒。
检查:确认镜筒的台阶面平行度、内径圆度等形位公差符合设计图纸要求。
3、工具
备好二维/四维手动调整台(微米级刻度)、真空吸盘(避免装夹应力)、定力短扳手及临时固定胶。
4、建立参考轴
使用平晶将调整台打平,将镜筒固定于调整台,通过千分表或色差位移传感器,分别检测镜筒上端与下端,调整至镜筒旋转时,其外壁跳动量≤0.03mm。,确立机械参考轴。调节调整台使机械参考轴和设备转轴重合
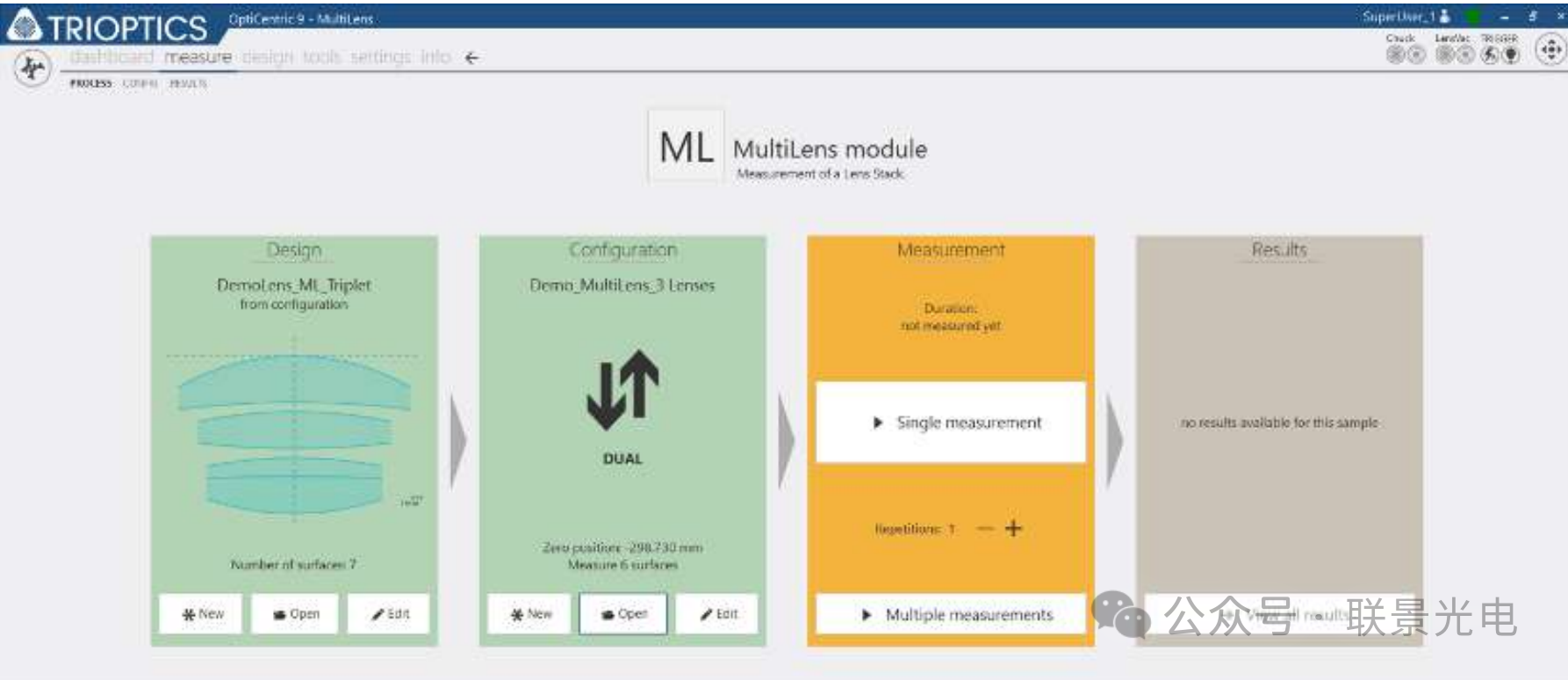
在测量软件中输入镜片曲率半径、折射率、中心厚度等参数,并选择多镜组测量模式。
核心步骤:测量-微调的循环艺术
这是装调的核心环节,是一个“观察-判断-执行-验证”的精密闭环。
第一步:粗装与初步评估
将镜片放入镜筒,用压圈轻轻预紧不要完全压紧,确保镜片无明显肉眼可见的倾斜。
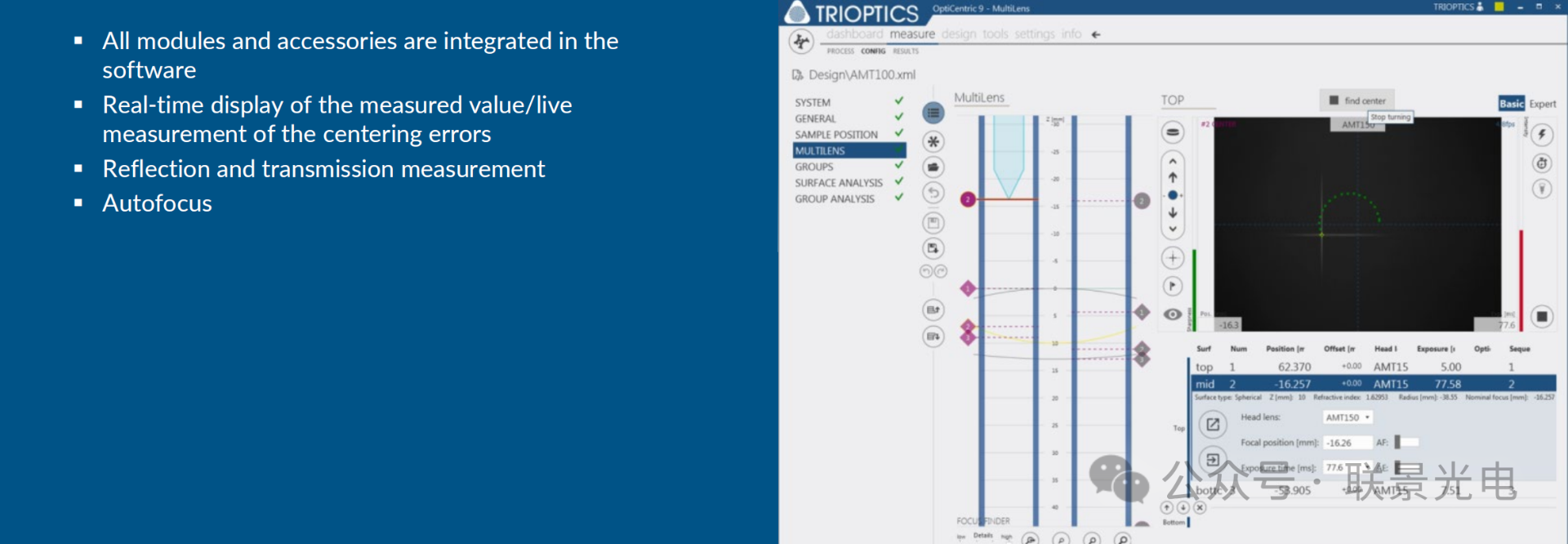
启动仪器的“多镜组测量”功能,快速获取初始定心误差数据(位移量 Shift 与 倾斜角 Tilt),明确偏心的大小与方向。
第二步:针对性手动微调
修正位移:根据软件实时显示的X/Y轴偏差数据,缓慢旋转调整台相应旋钮进行微调。遵循 “小幅度、多频次” 原则,单次调节量建议 ≤1μm,调整后锁定旋钮。
修正倾斜:若倾斜角超标,可在镜片边缘低点侧垫入极薄的垫片进行修正
多镜片顺序:对于多片镜组,遵循从下到上的顺序:先精调并固定最内侧的镜片作为基准,然后依次向外调整,单片调整达标后再进行下一片,避免误差累积。
第三步:全面复测与迭代优化
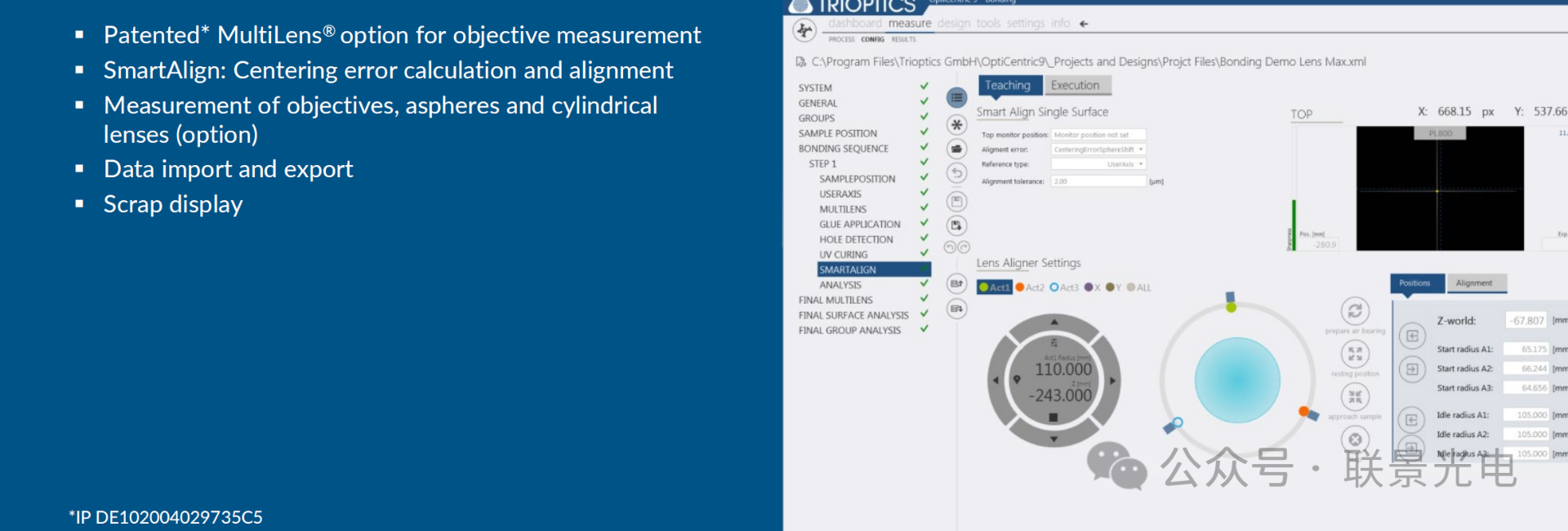
启用 “MultiLens® 多表面测量” 功能,同步评估所有光学表面的偏差。软件会自动计算并补偿光线经前面镜片折射产生的影响。
重点关注关键表面(如首片和末片)。若存在残余误差,则返回第二步进行微调,直至所有表面的偏差值均优于设计公差。
最终固定与质量确认
当所有偏差均达到要求后,需将精调成果永久锁定。
精准固定:使用定力短扳手,以规定力矩均匀、对称地拧紧压圈。若使用光学胶,需控制用量,确保无溢出。
固化监测:使用UV胶时,在紫外固化过程中,可间隔约30秒进行一次快速单点测量,监控偏差是否因应力释放而发生漂移。
最终复检:完全固化后,执行一次完整的最终测量,记录所有表面的定心误差与总指示跳动数据,与初始值对比,确保装调效果稳定、合格。
数据存档:生成完整的装调报告,包含全过程关键数据与最终结果,用于质量追溯与工艺分析。
最关键技巧与注意事项
环境为王:必须在恒温(如23±1℃)、洁净、无强气流振动的环境中操作,温度波动是微米级精度的大敌。
操作手感:每次微调后,应等待3-5秒,待机构回弹与振动消除后再进行测量,读数更稳定。
敏感元件:对于红外材料、超薄镜片等易损元件,全程使用真空吸盘处理,避免机械接触和热传递。
